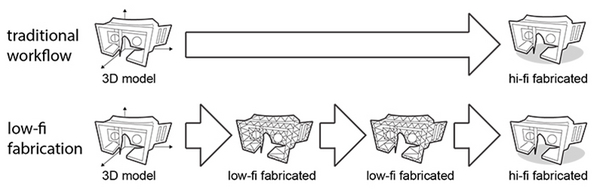
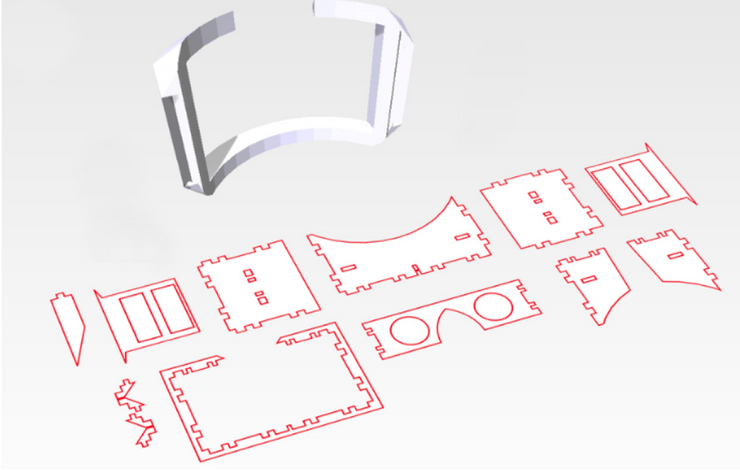
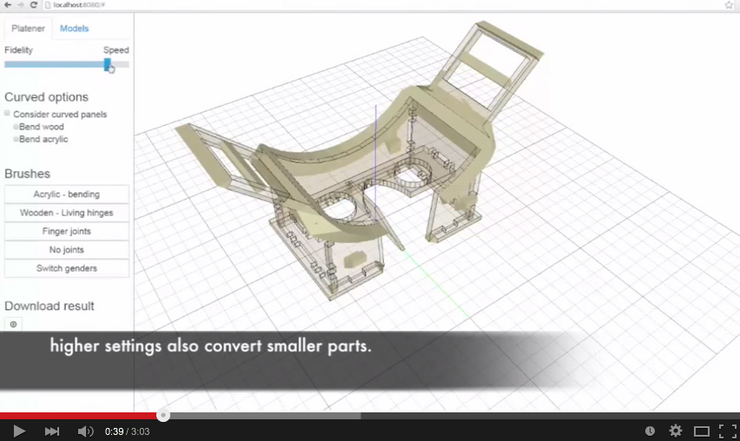
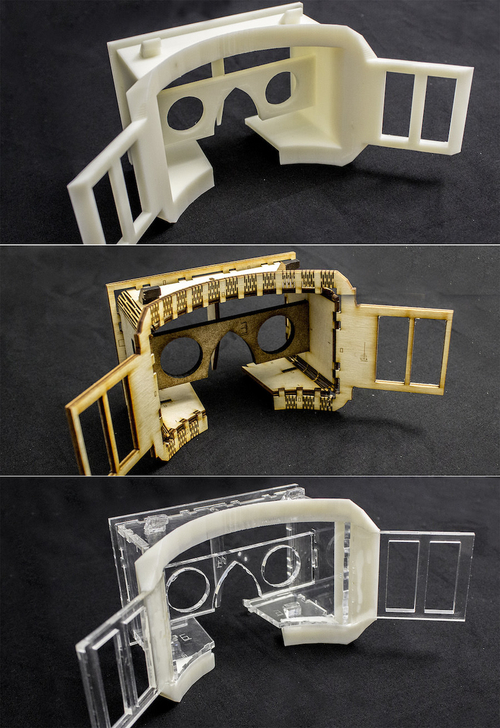
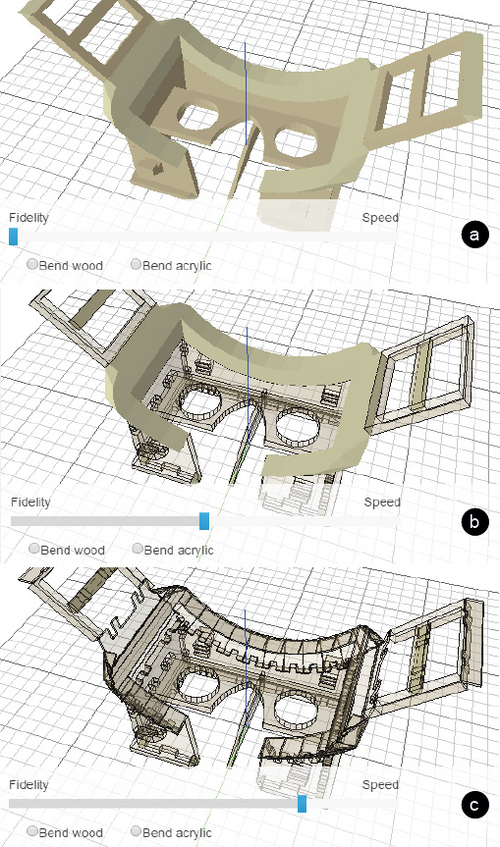
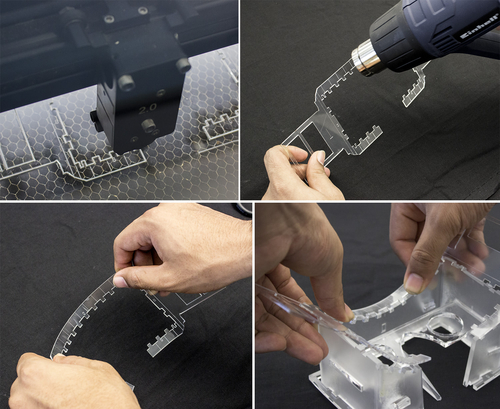
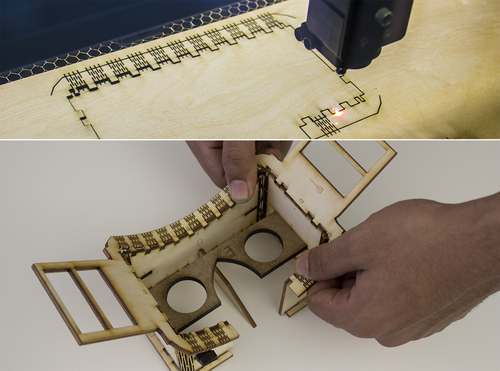
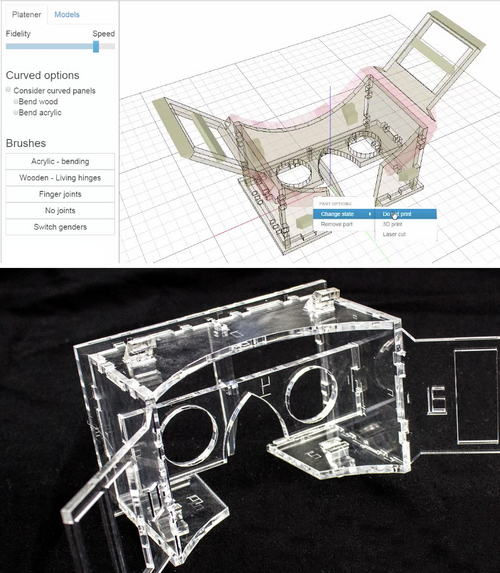
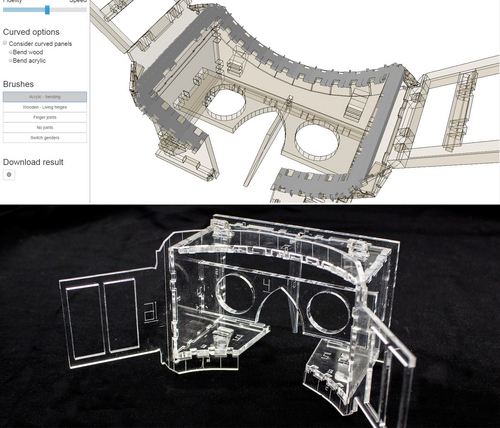
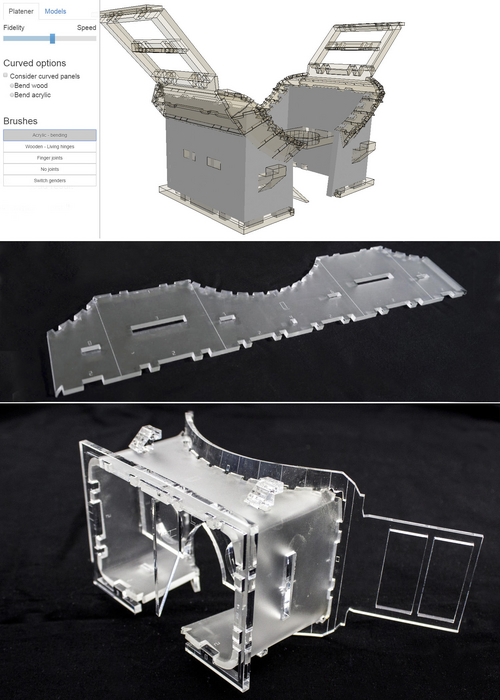
Platener achieves its speed-up by extracting straight and curved plates from the 3D model and substituting them with laser cut parts of the same size and thickness. Only the regions that are of relevance to the current design iteration are executed as full-detail 3D prints. Platener connects the parts it has created by automatically inserting joints. To help fast assembly it engraves instructions. Platener allows users to customize substitution results by (1) specifying fidelity-speed tradeoffs, (2) choosing whether or not to convert curved surfaces to plates bent using heat, and (3) specifying the conversion of individual plates and joints interactively.
Platener is designed to best preserve the fidelity of functional objects, such as casings and mechanical tools, all of which contain a large percentage of straight/rectilinear elements. Compared to other low-fab systems, such as faBrickator and WirePrint, Platener better preserves the stability and functionality of such objects: the resulting assemblies have fewer parts and the parts have the same size and thickness as in the 3D model.
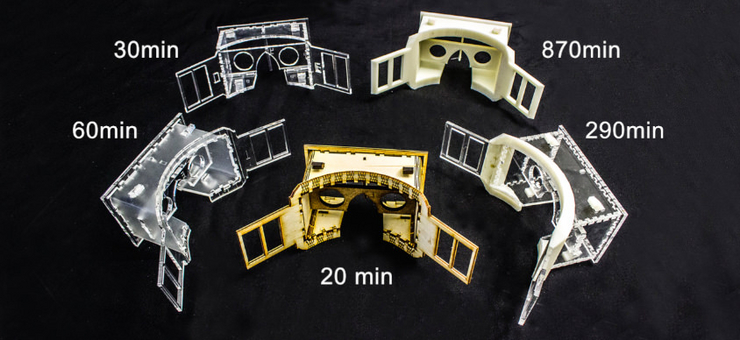
To validate our system, we converted 2.250 3D models downloaded from a 3D model site (Thingiverse). Platener achieves a speed-up of 10 or more for 39.5% of all objects.